

Техничко решение за решавање на небалансирана брзина на истиснување на линија за истиснување на пластичен профил со четири шуплини
Техничко решение за решавање на небалансирана брзина на истиснување на линија за истиснување на пластичен профил со четири шуплини
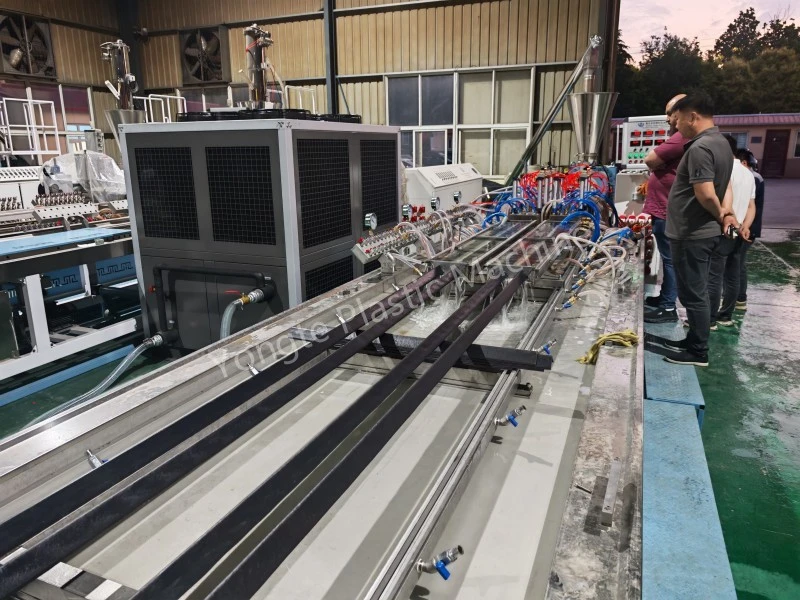
Во процесот на производство на истиснување на пластични профили со четири шуплини, неизбалансираната брзина на истиснување меѓу четирите шуплини е чест технички проблем. Овој проблем директно ќе предизвика неконзистентна прецизност на димензиите на производот, нерамна дебелина на ѕидот, неисправни профили и намален принос на производството, сериозно ограничувајќи ја стабилноста и ефикасноста на масовното производство. Врз основа на вистинските производни материјали и спецификациите на производите на клиентите, инженерскиот тим на Yongte разви насочена професионална оптимизирана шема за дизајн на матрици и систем за поддршка за темелно да го реши проблемот со неконзистентна работна брзина на профилите со четири празнини, реализирајќи високопрецизно, стабилно и синхроно производство на линии за истиснување со четири шуплини.
1. Позадина на технички проблеми
Традиционалните интегрирани матрици за истиснување со четири шуплини усвојуваат интегрална структура за греење и контрола на протокот. Под влијание на фактори како што се нерамномерна распределба на протокот на топење, температурно отстапување на локалните области на матрицата и грешки при склопување при обработката, брзината на истиснување на четирите шуплини е склона кон недоследност за време на континуираното производство. Отстапувањето на брзината помеѓу шуплините ќе доведе до разлики во брзината на формирање на профилот и намалувањето на ладењето, што ќе резултира со дефекти во квалитетот на серијата, како што се искривување, деформација, големина надвор од толеранција и нерамна плошност на површината на готовите производи, кои не можат да ги задоволат високите стандарди за производство на пластичните профили.
2. Професионална оптимизирана шема за дизајн
Во комбинација со карактеристиките на суровината на купувачот, параметрите на структурата на производот и условите за производство на лице место, инженерите на Yongte изведоа насочен приспособен дизајн за структурата на матрицата, контролата на протокот, сечењето на влечење и помошниот систем за транспортирање, со детални технички решенија како што следува:
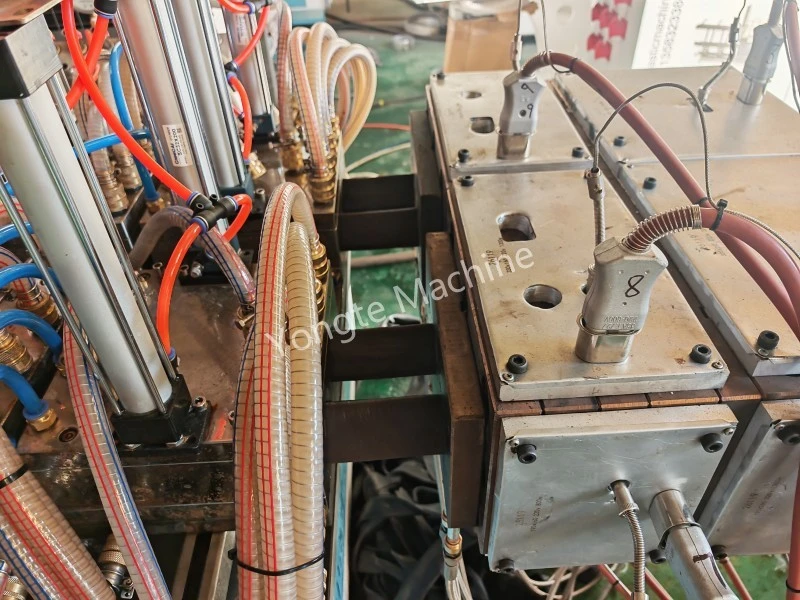
2.1 Структура на телото со двојна матрица со независна контрола на температурата
Оригиналната интегрална матрица со четири шуплини е оптимизирана на aдвојна независна структура на телото на матрицата, со секое тело на матрица опремено со две шуплини за истиснување. Двете групи тела на матрици се целосно независни во структурниот дизајн и системот за контрола на температурата. Секое тело на матрицата е конфигурирано со независен модул за греење и единица за контрола на температурата, која може да реализира посебно прецизно прилагодување на температурата и константна контрола на температурата. Овој дизајн ефикасно го решава проблемот со неконзистентната флуидност на топењето предизвикана од интегралното отстапување на температурата на матрицата, ја стабилизира состојбата на топење на пластиката на секоја празнина од изворот и ја елиминира основната причина за разликата во брзината помеѓу различни тела на матрицата.

2.2 Независен механизам за прилагодување на протокот за едно тело на матрица
Секое независно тело на матрицата е опремено со специјален уред за навртка за прилагодување на протокот. За отстапувањето на брзината на двете шуплини во истото тело на матрицата предизвикано од мали разлики во протокот и грешки во склопувањето, фино прилагодување преку Интернет може да се реализира преку навртката за прилагодување проток. Со прецизно прилагодување на протокот на напојување со топење на една празнина, брзината на истиснување на двете шуплини во истото тело на матрицата може да се одржува целосно синхрона, со што се реализира калибрација на брзината на шуплината на микро ниво и се обезбедува униформност на излезот на истиснување и се формира брзина на секоја празнина во истата група.
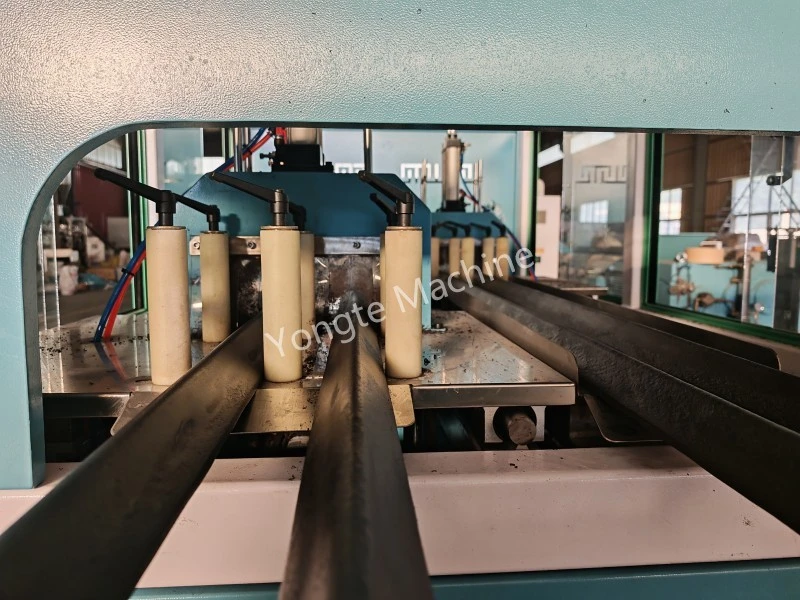
2.3 Двоен независен систем за контрола на брзината на влечење
Конфигурирани се двојни комплети независни влечни системи за да одговараат на телото со двојна матрица и распоредот на шуплината со двојна група. За разлика од традиционалниот единечен режим на влечење, возење со четири шуплини истовремено, двата комплета опрема за влечење работат независно со посебни програми за контрола на брзината. Системот може самостојно да ја прилагоди брзината на влечење на двете групи профили со две празнини според вистинската брзина на истиснување на двете тела на матрицата, остварувајќи динамично усогласување на брзината на истиснување и брзината на влечење, избегнувајќи истегнување на профилот, собирање и димензионални отстапувања предизвикани од асинхроното влечење и дополнително обезбедувајќи ја севкупната конзистентност на четирите брзини.

2.4 Независен систем за сечење со фиксна должина
Соодветно на структурата за истиснување и влечење со двојна група, два комплети независни системи за сечење се опремени за одделна работа на сечење со фиксна должина. Секој систем за сечење независно ја следи и одговара на брзината на трчање и напојувањето на соодветната група профили. Независниот режим на контрола на сечењето ја елиминира грешката во сечењето и неконзистентноста на должината предизвикани од унифицирано сечење на профили со мали разлики во брзината, обезбедува точност на сечење со фиксна должина на секој профил на шуплина и ја подобрува стапката на квалификација на производот.
2.5 Соодветен систем за автоматско пренесување и редење
Конфигурирани се два комплети независни лавици за пренос и редење, кои се прецизно усогласени со системите за двојно сечење. По завршувањето на сечењето со фиксна должина од страна на опремата за сечење, опремата за пренесување и редење автоматски ја завршува работата за примање, пренесување и редење материјали на соодветната група профили. Синхроната и независна работа на транспортниот систем избегнува акумулација на материјал, истиснување и пренесување конфузија предизвикана од асинхроната брзина на различни профили на шуплина, обезбедува непречено и континуирано работење на целата производна линија и реализира автоматизирано и уредно производство.

3. Технички предности и производствени ефекти
Преку горенаведениот систематски приспособен дизајн, целосно е решен проблемот со неконзистентна брзина на истиснување со четири празнини во производството на пластични профили. Независната контрола на температурата со двојна матрица + фино прилагодување на протокот во една група + двоен независен систем за влечење и сечење формира систем за калибрација на брзината со целосна врска и синхрона контрола. Шемата ги има следните значајни предности: прво, ја реализира изворната контрола на протокот и температурата на топењето и ја елиминира почетната разлика во брзината на истиснувањето; второ, реализира динамично фино прилагодување на брзината во производниот процес за да се обезбеди долгорочно синхроно работење на четири шуплини; трето, соодветниот автоматизиран помошен систем ја подобрува стабилноста на производството и конзистентноста на готовите производи.
По проверка на производството на лице место, овој оптимизиран дизајн ефикасно ја намалува димензионалната толеранција и стапката на формирање на дефекти на профилите со четири шуплини, ја подобрува севкупната стабилност на производството и производната ефикасност на линијата за истиснување и е погоден за долгорочно и високоволумно стандардизирано производство на различни пластични профили.

Поврзани вести
- 4 Cavity Plastic Profile Производствена линија Испорака во Јордан по успешното пуштање во употреба
- Професионални решенија за пожолтување, ленти и кршливост напукнување на композитни површини на вратите од дрво-пластика
- 4 Машина за истиснување на рециклиран пластичен профил со шуплина Достигнува голема брзина од 8 метри/минута
- Решение за проблеми со производството на екструдер WPC
- Кој материјал може да се користи во Yongte WPC машината?
- Успешно тестирана производствена линија за рециклирање на отпад
Остави ми порака











