

Како да се подобри брзината на производство на линијата за истиснување на подлогата WPC?
Оптимизирање на брзината на производство за линии за истиснување на подлогата WPC: сеопфатен водич
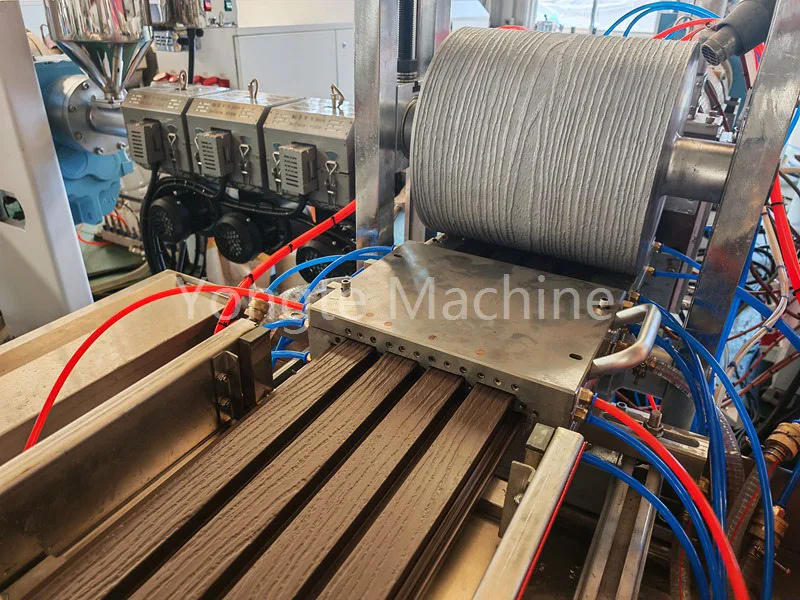
Yongte е професионален производител за голема брзинаЛинија за истиснување на платформи WPC со висок капацитет за изработка на висококвалитетни WPC декинг производи. За да се зголеми брзината на производство воЛинија за истиснување на платформи WPCs, основната стратегија се фокусира на пет меѓусебно поврзани цели: стабилизирање на ефикасноста на пластификацијата, минимизирање на отпорноста на материјалот, овозможување брзо ладење, обезбедување на целосна синхронизација и намалување на времето на застој - сето тоа притоа почитувајќи ги строгите стандарди за квалитет на производот.

I. Формулација и преттретман на суровини (Томел за мазна екструзија)
1. Оптимизирајте ја формулацијата за да ја подобрите проточноста и термичката стабилност
· Агенс/поврзувач за компатибилност: Додадете доволно PE/PP пресадена со малеински анхидрид (на пр. MAH-g-PE) за да ја подобрите адхезијата на дрвото во прав-пластиката, а со тоа да ја намалите агломерацијата и фрактурата на топење.
· Систем за подмачкување:
o Внатрешните лубриканти (на пр., стеаринска киселина, PE восок) ја намалуваат вискозноста на топењето, а со тоа ја намалуваат топлината на смолкнување на завртките и оптоварувањето на главната единица.
o Надворешни средства за подмачкување (на пр. парафин, оксидиран полиетиленски восок): Намалете го триењето од материјал до цилиндар/калап и го намалувате притисокот на истиснување.
o Вкупната количина на додавање треба да се контролира во рамките на 1%–3% за да се спречи прекумерно надворешно лизгање што може да предизвика раслојување и дефекти на површината.
· Полнење и прашок од дрво: Содржината на влага во дрвениот прав треба да се контролира на ≤3%, со униформа големина на честички (80–120 mesh); треба да се избере активен калциум карбонат за да се намали апсорпцијата на маслото и да се зголеми вискозноста.
2. Мешање и претпластификација (Предно тесно грло)
· Големо мешање со голема брзина во комбинација со ладно мешање обезбедува еднообразно мешање без мртви зони, спречувајќи локализиран „мртов материјал“ или агломерација.
· Кога е изводливо, процесот на претходно мелење може да се вклучи за да се спојат материјалите во прав во гранули, обезбедувајќи постабилно хранење, побрзо пластифицирање и зголемување од 20%–30% во брзината на линијата.

II. Домаќин на екструдер и завртка (главна единица за напојување)
1. Оптимизација на завртка и буре
· Висок сооднос (L/D=40–48) и паралелни двојни завртки со висок вртежен момент се избрани за да се подобрат перформансите на смолкнување и мешање, што ги прави погодни за WPC формулации со високо полнење.
· Комбинација на завртки: зголемете го волуменот на транспортниот дел, оптимизирајте го распоредот на блокот за мешање / блокот за смолкнување, намалете ја топлината на смолкнување и подобрете ја ефикасноста на пренесување под премисата за пластифицирање.
· Греење на барел со мувла: користи зонска прецизна контрола на температурата (PID) со температурни флуктуации ≤±1℃ за да се спречи локализирано прегревање или недоволна пластификација.
2. Усогласување на брзината и оптоварувањето (клуч за забрзување)
· Брзина на моторот: Постепено зголемувајте ја брзината додека одржувате 70%-90% од номиналниот вртежен момент и стабилна струја (Системите PE/PP може да достигнат 150-250 вртежи во минута).
· Синхронизација на напојување: се користи хранител за губење тежина, кој е поврзан со затворена јамка со брзината на ротација на главната машина за да се обезбеди стапка на полнење на отворот за завртки од 70%–90%, спречувајќи „вртење во мирување“ или преоптоварување.
· Систем за вакуум: Одржува стабилен висок вакуум (-0,08 до-0,09 MPa), навремено ја отстранува водената пареа и испарливите компоненти, ги намалува меурчињата, го подобрува квалитетот на површината и ја подобрува брзината на обработка.

III. Калап и поставување (одредете максимална линеарна брзина)
1. Дизајн на мувла и оптимизација на каналот за проток
· Типот на закачалката и главата на матрицата од типот на опашка од риба оптимизирани со CFD симулација имаат непречен канал на проток и рамномерна распределба на притисокот, што може да избегне лепење на материјалот и локално прегревање.
· Јазот на матрицата е разумен, а односот на компресија е умерен (3-5:1), што го намалува притисокот на истиснување и отпорноста на топење.
· Греење на калапот: со зонска контрола на температурата и доволна моќ за загревање, температурата на топењето во шуплината на мувлата се обезбедува да биде униформа и флуидноста е конзистентна.
2. Систем за калибрација (јадро тесно грло за подобрување на брзината)
· Издолжената маса за поставување (обично 8–12 m) ја зголемува површината за ладење и времето на контакт.
· премин на течноста за ладење:
o Циркулирачката вода со висок проток и ниска температура (15–25°C) се користи за брзо отстранување на топлината и скратување на времето на поставување.
o Прскањето со повеќе точки во калапот и адсорпцијата во вакуум обезбедуваат брзо прилепување на профилот до калапот, одржување на димензионалната стабилност и спречување на деформација.
· Стабилност во вакуум: осигурува дека профилот е целосно впиен во матрицата за формирање со рамномерно ладење, што значително ја зголемува брзината на влечење.
IV. Влечење, ладење и заден дел (синхрони низ целата линија)
1. Систем за влечење
· Машината за влечење со повеќе тркалање и високо триење е синхронизирана со главната брзина на машината во затворена јамка (PID), со линеарна флуктуација на брзината ≤±0,1 m/min.
· Стапка на истиснување што се совпаѓа со брзината на влечење: Под премисата да се дозволи ладење со обликување, постепено зголемувајте ја влечната сила за да постигнете „истиснување со голема брзина + влечење со голема брзина“.
2. Систем за ладење (секундарно ладење)
· Проширете го резервоарот за вода за ладење со прскање (5–10 m) за да се осигурате дека профилите брзо се ладат на собна температура по напуштањето на масата за формирање, спречувајќи последователна деформација или лошо сечење.
· Помошен вентилатор за ладење: површинско принудно воздушно ладење за да се подобри ефикасноста на ладењето.
3. Сечење и палетизирање (намалување на времето на прекин)
· Производството е континуирано без прекин.
· Оптимизирајте ги параметрите за сечење за да ги намалите брусите и отпадот и да ја намалите фреквенцијата на менување и чистење на алатот.
· Автоматско палетизирање / редење: ја намалува мануелната интервенција и ја подобрува ефикасноста на производството.

V. Контрола на процесот и разузнавање (стабилизирано забрзување)
· Оптимизација на температурната крива:
o Барел: ниска температура во делот за напојување (анти-премостување) → постепено загревање во делот за пластифицирање → постојана температура во делот за хомогенизација → малку повисока во главата на матрицата (за одржување на флуидноста).
o Избегнувајте ја шемата „ниско напред, високо назад“ за да спречите недоволна пластификација и скокови на притисок.
· Следење на притисокот:
Одржувајте го притисокот на главата на матрицата во разумен опсег (на пр., 10-18 MPa). Ако се појават значителни флуктуации на притисокот, намалете ја брзината или прегледајте ја формулацијата/калапот.
· Интегрирана системска контрола:
PLC управува со сите компоненти, вклучувајќи домаќин, напојување, вакуум, влечење, ладење и сечење со старт/стоп со еден допир и прилагодување на параметрите во реално време.
· Онлајн инспекција:
мерење на дијаметар со ласер, повратна информација во реално време за дебелина/широчина, автоматско фино подесување на влечење/температура, намалување на отпадот и времето на застој за прилагодувања.

Резиме
За да се постигне сеопфатна оптимизација, подобрувањата мора да опфаќаат повеќе критични области: предтретман со формула и суровини, конфигурација на главната машина за истиснување и завртки, системи за дизајн и обликување на калапи, процеси за ладење со влечење и низводно, како и системи за контрола на процесот и интелигентно управување. Прво, оптимизирањето на формулата на материјалот за подобрување на флуидноста и топлинската стабилност - во комбинација со прецизно мешање и претпластификација - ја воспоставува основната основа за непречено истиснување. Второ, надградбата на склоповите на шрафовите-цевчиња додека се обезбедува оптимално усогласување на брзина-оптоварување служи како клучен двигател за зголемување на брзината. Трето, софистицираниот дизајн на калапот, оптимизацијата на каналот на проток и подобрувањата на табелата за обликување на вакуум делуваат како критични овозможувачи за максимизирање на брзината на линијата. Дополнително, оптимизацијата на процесот низводно - опфаќајќи системи за влечење, линии за ладење и автоматско сечење/палетизирање - ја олеснува целосната синхронизација и го минимизира времето на производство. Конечно, напредната контрола на процесот и интелигентните технологии обезбедуваат стабилно, конзистентно производство, со што се остваруваат одржливи подобрувања на брзината без да се загрози квалитетот на производот.
Поврзани вести
- Решение за проблеми со производството на екструдер WPC
- Кој материјал може да се користи во Yongte WPC машината?
- Успешно тестирана производствена линија за рециклирање на отпад
- Споредба на WPC во затворен простор со WPC на отворено
- Пробно известување за прифаќање за проектна опрема за рециклирање и повторна употреба на отпадна облека
- Решение за рециклирање цементни кеси Yongte: Претворете го отпадот во висококвалитетни пластични столбови за ограда
Остави ми порака











